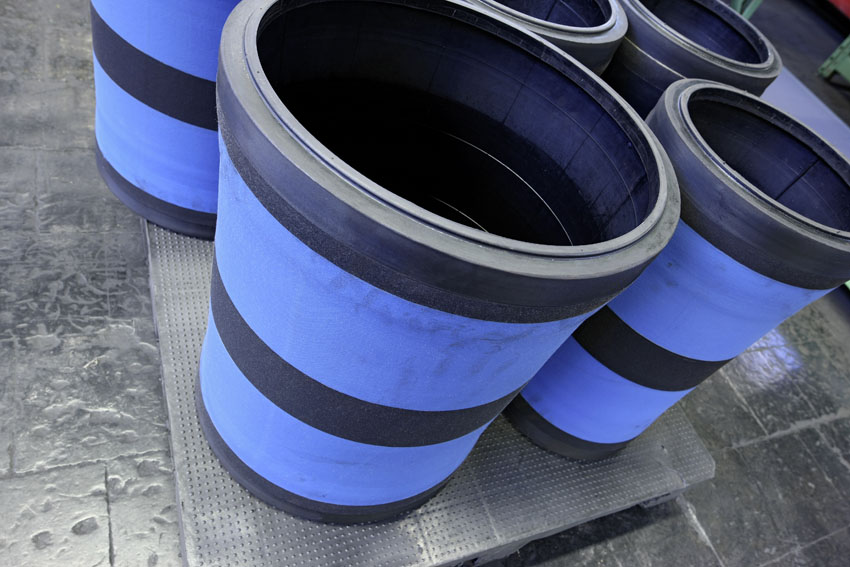
Tire Building Bladders
Read more
Curing is the process of applying pressure to the green tire in a mold in order to give it its final shape, and applying heat energy to stimulate the chemical reaction between the rubber compounds and other materials.

In this process the green tire is automatically transferred onto the lower mold bead seat, a rubber bladder is inserted into the green tire, and the mold closes while the bladder inflates. As the mold closes and is locked the bladder pressure increases so as to make the green tire flow into the mold, taking on the tread pattern and sidewall lettering engraved into the mold. The bladder is filled with a recirculating heat transfer medium, such as steam, hot water, or inert gas. At the end of cure the pressure is bled down, the mold opened, and the tire stripped out of the mold.
Our main products have the surface you can see on the right, because of..
..excellent venting to prevent trapped air.
..minimum innerliner consumption.
..the smooth and simple final tire inspection due to constant surface structure. Imperfactions can be easily detected leading to extra ordinary final finish performance.

Continental Bladders are manufactured using a well proven long-lasting heat conductive butyl rubber compound.
The high degree of elasticity of the bladder guarantees trouble-free molding and stripping.
The following points should be considered under all circumstances:
To optimize your bladder performance furthermore we recommend the application of a permanent bladder coating material. We can offer you various coating material applied on our bladders.
For our customers, we offer on-site service to optimize bladder application and performance.
In case of any questions please contact your responsible sales representative